
想要知道钢筋笼滚笼机品牌厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:钢筋笼滚笼机品牌厂家的图文介绍


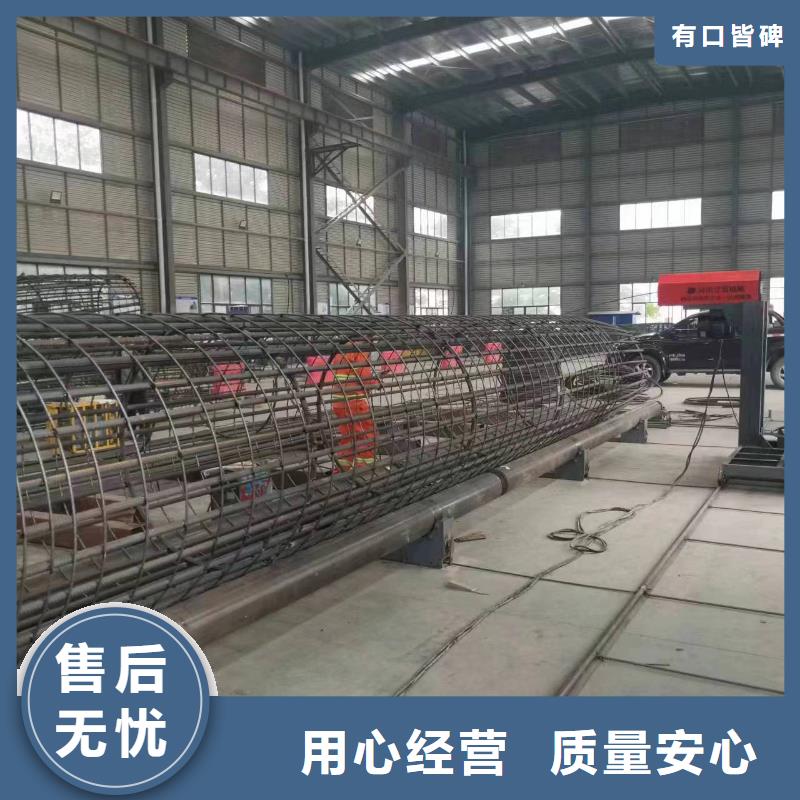
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。福建宁德钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、福建宁德当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、福建宁德当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、福建宁德单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。福建宁德钢筋笼绕筋机当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、福建宁德压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、福建宁德为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。



建贸数控钢筋笼滚焊机厂家有限公司位于石像镇老官赵村3组,是一间较大型的 福建宁德注浆泵厂家,拥有先进的生产设备和检测设备。企业以开发、研制、检测、生产、营销等完善的服务体系,为广大客户提供优质的产品及专业化的服务。 本公司以完整、科学的质量管理体系,以好的质量、优惠的价格为广大客户提供服务。公司的诚信、实力和产品质量获得业界的认可。欢迎各界人士莅临本公司参观、指导和业务洽谈。


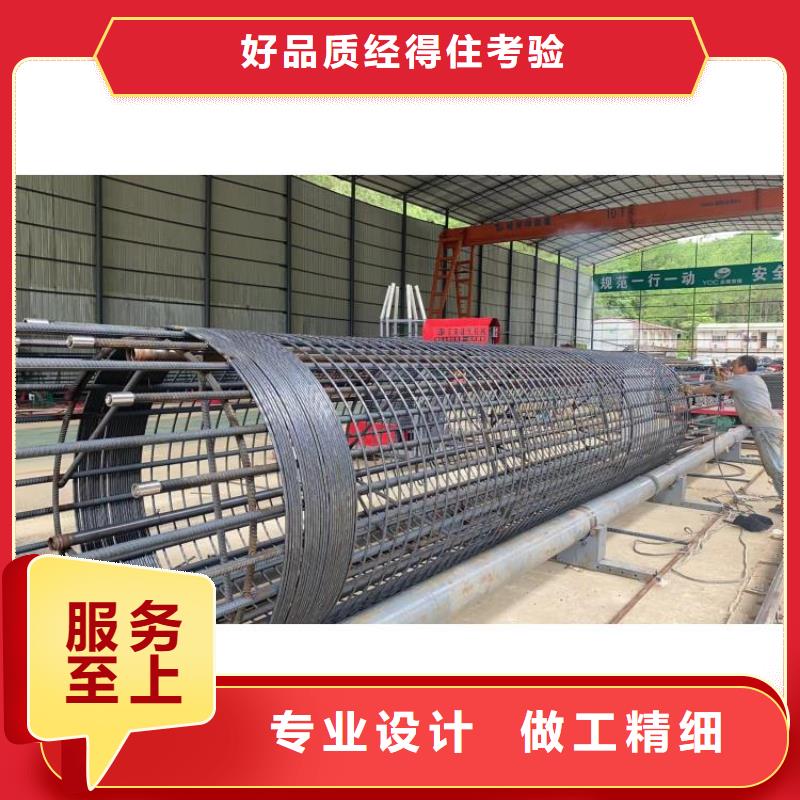
。钢筋笼滚焊机优点:加工可靠:由于采用的是数控机械化作业,能够化制作钢筋笼,间距均匀,精度高;机械,盘筋与主筋缠绕紧密;边成型边加内加强筋,确保钢筋笼同心度。加工速度快:正常情况下备料及滚焊部分3人一班,分二班作业,6个人就可以加工出20多个12米长成品的钢筋笼,工作效率非常高(全自动钢筋笼焊机,钢笼气保焊无需人工,由设备自动完成)。自动化程度高:主筋由气缸固定,自动焊设备还可以实现气保焊的自动化完成,加大工作效率、福建宁德本地工人劳动强度。五。钢筋弯箍机等钢筋加工机械在的钢筋工人手里面瞬间就不一样了,这些钢筋工人利用这些机器,加工出来的钢筋在保证的前题下还能够保证低损失、福建宁德本地高质量,数控钢筋笼滚焊机,滚笼机那么好的加工设备在钢筋工人手里更是能够起到更好的效果。切刀的调整切刀分为上切刀和下切刀。两切刀之间的间隙Δt的值,在调直小直径钢筋时应控制在0.1mm以内,在调直大直径钢筋时应控制在0.2mm以内。数控福建宁德钢筋笼绕筋机,滚笼机调整方法是,先将下切刀装入刀体座内,使其端面与上切刀自然接触,然后,调整紧固螺钉和调整螺钉使下切刀轴向移动,调整与上切刀之间的间隙。福建宁德钢筋笼绕筋机



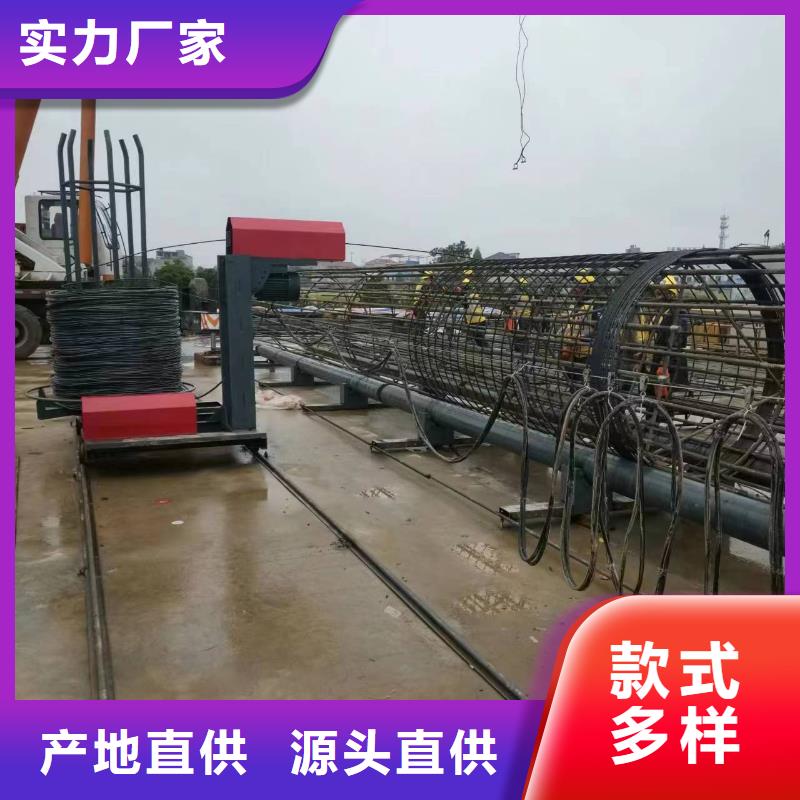
福建宁德钢筋笼绕筋机的优势:1、福建宁德当地数控福建宁德钢筋笼绕筋机自动化程度高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特点。2、福建宁德当地整机采用先进的模块化设计思想,可方便地拆装组合,控制界面友好,操作简单方便,转运方便。3、福建宁德当地关键零部件,采用高规格生产,设备故障率,*使用成本。4、福建宁德当地钢筋笼绕筋机对场地适应性强,可根据场地大小、福建宁德当地钢筋笼长度合理布置设备。5、福建宁德当地承料分格盘支架可拆装组合,方便快速地钢筋笼规格尺寸。6、福建宁德当地双主筋和对接主筋可在设备上加工完成,配置自动上料机构,大大缓解了劳动强度。
